Ultrasonic welding equipment for the production of battery packs, power electronics and other applications, from manual tabletop to full automatic in-line, we also offer local bonding services.
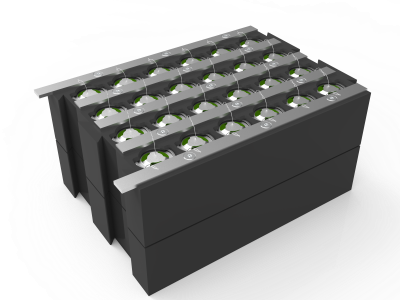





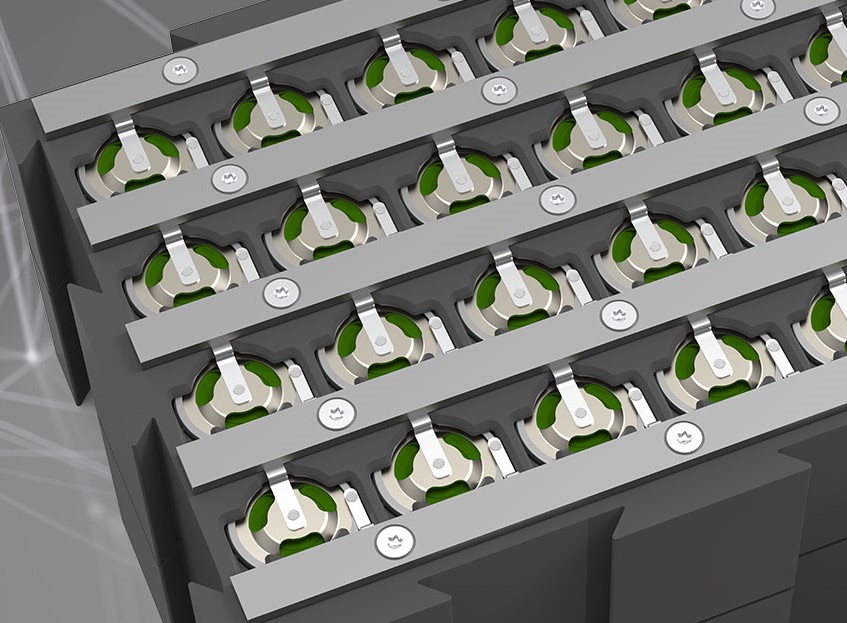
Introduction of Ultrasonic Wire Bonding for Batterypacks
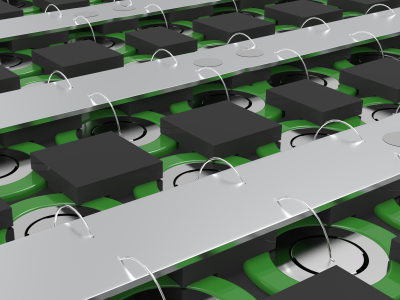
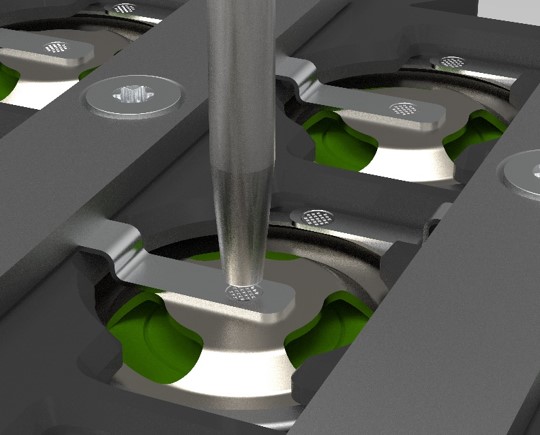
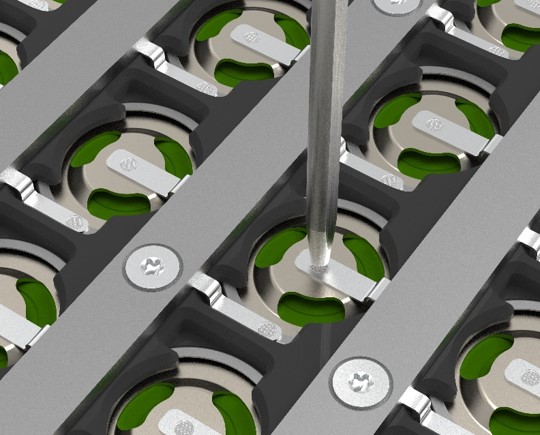
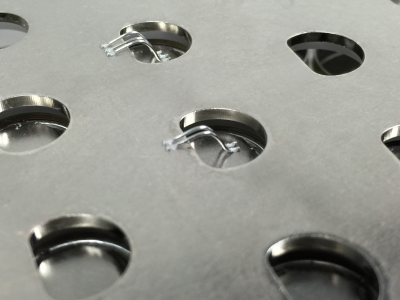
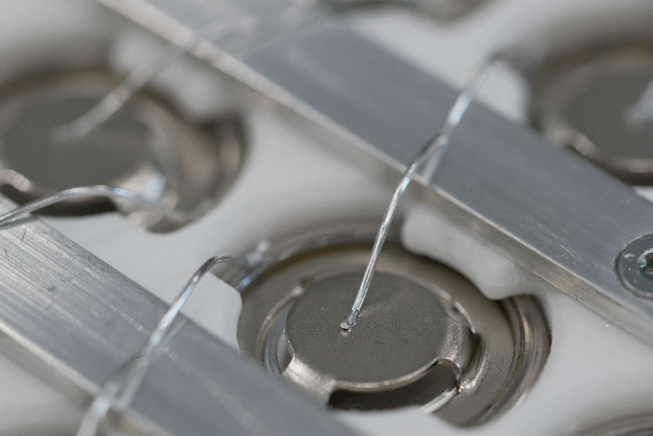
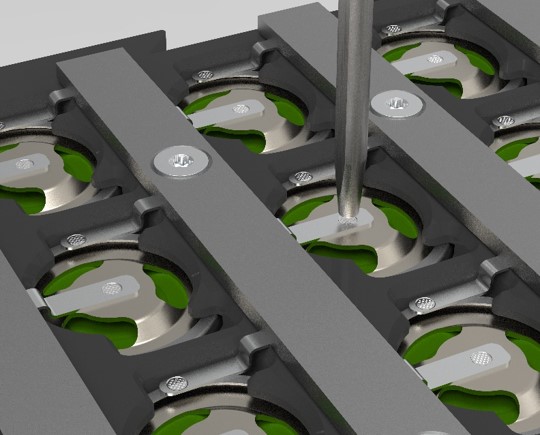
Wire bonding (ultrasonic compression bonding) is a combination of three precisely controlled parameters that form the bond: (i) Ultrasonic vibrational power; (ii) Downwards force; and, (iii) Time. The wire is pushed with a controlled force against the surface to be bonded, then the wire is vibrated (in battery production this typically happens at 60kHz for 100 milliseconds).
Each wire has at least two bond locations – the first bond (source) and the second bond (destination) – but chain or stitch bonds with multiple bonds per wire can be created too. The wire or ribbon forms a loop between the bond locations, compensating thermomechanical stress.
Wire sizes from 15μm to 650μm can be processed resulting in a wide field of applications in the sector of volume production but especially in globally scaling mass production of semiconductor and sensor products. The industry distinguishes between fine and heavy wire bonding: fine wire (<100μm) is processed for low current applications (camera chips, sensors or high frequency applications), while heavy wires (≥100μm) are more suitable for batteries and power applications, e.g. inverters, switching devices or control units. Power applications typically use 75μm up to 650μm aluminium wire, but copper wire or ribbon can also be processed.
Fusing Current Bonding Wires
The fusing behaviour of Aluminium wire depends mainly on the diameter and length of the wire.


*Table credit: Heraeus bonding wires datasheet